
01
下料工序是锅炉制造的前置工序,更是保证锅炉制造质量的关键工序, 在这个工序当中,不但要保证下料尺寸的准确性,也要保证下料材质 的正确性.提供给下料工序的材料必须是按照国家和企业有关规定进 行验收合格的材料,在下料前,还应对材料进行取样标识移植和理化 性能试验。标记由检验号和色标组成,本工序可对所有板材的使用进行跟踪。
02
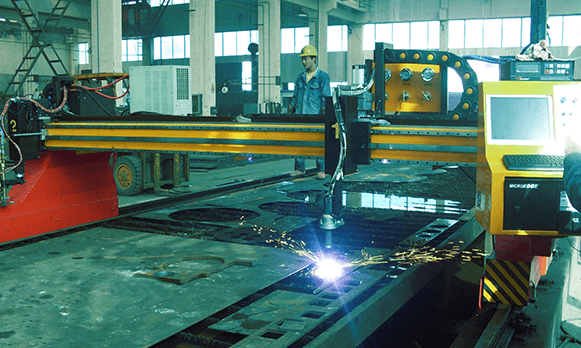
我公司主要采用进口数控火焰(等离子)切割机,可对板进行100%全自动数控切割下料。主要优点有:

03
坡口加工由铣边机来完成,其主要特点:
04
卷圆工序是锅炉外型基本成型的一道基础工序。该工序主要使用三绘万能卷板机业完成。主要优点有:


05
割边:割边工序主要是针对外协的管板、锥形炉胆直段进行割边、割坡口及削薄的一道加工工序。最大工作直径为1400mm,可保证板边端面平整、坡口尺寸准确及受压件组焊的要求。
06
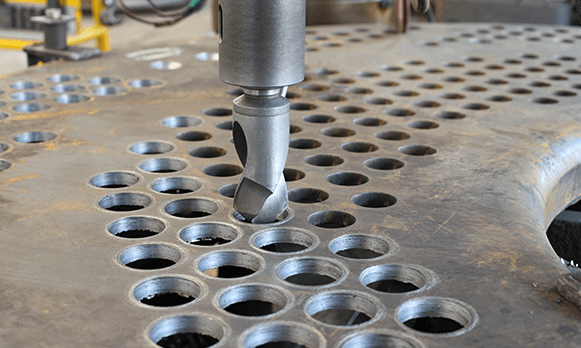
钻扩孔:我公司在加工各管板管孔时,先使用用数控切割机割孔,然后再使用摇臂钻床扩孔的方法,来提高管孔的质量。此方法的好处有:
07
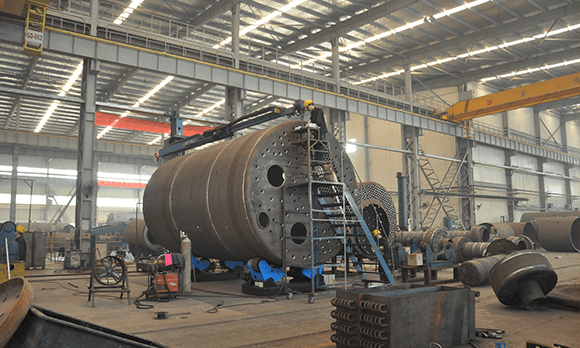
组对:组对工序主要是将其本体所饮食的零件组合成一个完整的部件。炉胆组件饮食前后锥胆、波胆和回燃室胆,炉胆是锅炉中最重要的部件,其在结构设计上,燃油气立式锅炉采用平炉胆,卧式锅炉采用波形炉胆不仅可以解决锅炉本身的热膨胀问题,而且还可以提高传热率,有效地减小了锅炉体积。
08
焊接:我公司采用埋弧自动焊、氩弧焊和二氧化碳气体保护焊对受压件和非受压件之间所形成的环缝、纵缝和角焊缝进行试焊。埋弧自动焊其主要特点:


09
无损探伤:焊缝试焊质量的好坏,将直接影响到锅炉运行的安全问题。为此我公司专门设置了焊缝定向、周向X射线无损探伤检测工序,该设备可靠性、安全性高,确何焊接质量检测和评定的正确性。
10
力学性能试验:本工序主要是对原材料和产品焊接试件分别进行材料复验和力学性能试验的一道重要工序,可对板材进行拉伸、弯曲等试验,保证材料的焊接性能及产品所使用材料的材质都达到国家标准规定。
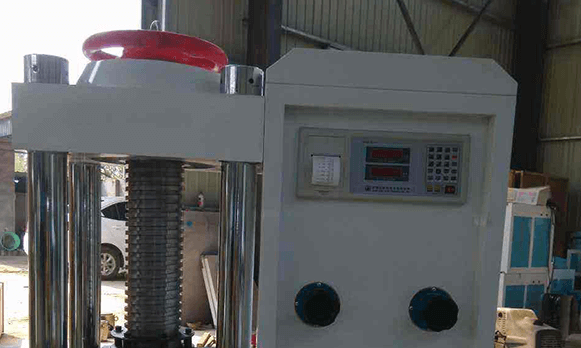

11
水压试验:水压试验是检测受压元件强度和密封性的一道重工序,也是全面检测锅炉运行安全性的关键步骤。本工序必须接受质量技术监督局锅检所的停点检测,我公司水压试验一次合格率100%,保证用户使用方快锅炉绝对安全。
12
烟箱制作与安装:烟箱是卧式锅炉的一个重要部件,选用的保温和耐火材料性能高,采用双层加铝箔保温,大大增强保温效果,前后烟箱采购独特的双密封结构,解决了卧式内燃锅炉长期运行普遍出现的烟箱漏烟问题,减少烟气泄露造成的热损失;同时采用双开门结构,性能可靠、密封性好,可以很好的保证锅炉的安全、可靠运行。


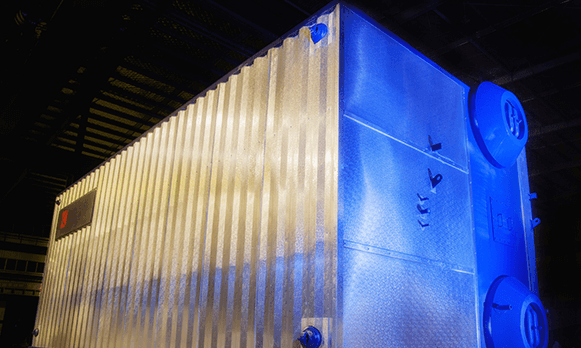
13
包装工序是将保温材料铺设到锅壳上,并外包进口彩板的一道工序。方快锅炉精心设计的保温结构采用双层玻璃丝棉,使保温性能大提高,使锅炉炉外壁温度远低于国家设计标准。从而有效降低锅炉散热损失,保证锅炉肯有较高的热效率。
14
管路、电气安装是锅炉整体成形的一道工序。我公司在电气控制方面率先将可编程控制器和触摸屏相结全,应用到锅炉的运行控制当中,能够实现锅炉全自动控制、联网群控、计算机群控和远程控制等多种现代化控制功能。一流的硬件和实用安全的软件技术,确保了生产全自动和高质量运行。


15
热工测试:热工测试工序是完成产品出厂前进行一次模拟性能测试。本工序也是我公司在检验产品最终性能质量的一道最重要的工序,属方快独有。该工序可保证每一锅炉的运行参数符合设计需求,使用锅炉更具有安全性和可靠性,并给以后锅炉改进提供可靠的参数数据。
16
外包装:以上工序全部全格,方可对锅炉实施外包装,外包装工序包括塑料馐和包装,保证锅炉在运输过程中的安全性和外观质量。

版权所有©方快锅炉 全国24小时服务热线:0371-55629010 豫ICP备18016496号-1
